统一咨询电话:158-6661-1450
 山东易创建筑工程有限公司
山东易创建筑工程有限公司
联系电话:158-6661-1450
联系地址:济南济阳县济北街道陈家村85号
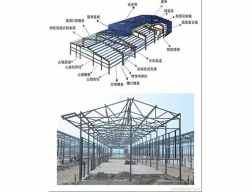
钢结构隔层通常采用焊接节点构造设计和技术措施,可以起到控制钢结构的焊接变形,以达到确保工程质量的目的。在实际情况中,由于材料、结构以及焊接施工现场环境等因素的复杂多变,钢结构隔层厂家提高控制焊接应力和焊接变形技术水平提高焊接工艺质量,加强工程施工管理。下面,我们来了解下钢结构隔层工艺技术要求及制作分析。

钢结构隔层工艺技术要求:
分段焊接时,应在分段四周及中间位置压铁,焊接应从中间向前后、左右展开,对称施焊,并注意先把所有焊缝的打底焊道焊接后再进行中间焊道和盖面焊道;腹板与顶底板的熔透角焊缝,离开后合拢口300mm范围内暂不焊接,先焊接熔透角焊缝箱体内部的角焊缝,然后外侧清根。由于工作量较大,为防止箱体产生扭曲变形,用角钢主要是腹板上口之间作斜撑临时加强。加强材间距不超过2000mm;
钢结构隔层施工现场合拢缝焊接原则:先焊接承受横向拉应力的施工顶板或底板的对接合拢焊缝。如对支座附近主要是跨度之间合拢焊接顺序:先焊接顶板对接缝,再底板对接缝,后腹板对接缝,焊接腹板包括其他纵向加强结构与顶、底板的角焊缝。对于跨中段合拢接头主要是跨度之间先焊接底板对接缝,再顶板对接缝,后腹板对接缝,焊接腹板包括其他纵向加强结构与顶、底板的角焊缝。
钢结构隔层制作工艺分析:
焊接连接组装的允许偏差如下:对口错边允许偏差为8/10,且不大于3.0mm (δ为板厚或型钢肢厚),间隙允许偏差为±1.0mm,搭接长度允许偏差±5.0mm:板与板之间、板与型钢之间、型钢与型钢之间接触面的缝隙不得大于1.5mm;钢构件的组装顺序应根据结构型式、焊接方法和焊接工序等因素确定。在隐蔽部位应先焊接、先防腐涂装,并经检查合格后方可封闭(完全密封的构件内表面可不防腐涂装);如果采用夹具组装时,拆除夹具时不得损伤母材,并对残留的焊疤修磨平整。有顶紧接触而的,紧贴面积不能少于75%。焊接材料的选择:手工焊接Q345B钢时,选用E5015焊条。自动焊接时,选用H08MnA型焊丝,并配以相应的焊剂;Q345B钢与Q235B钢的焊接按Q235B钢选用焊条。
对接钢结构隔层接头、T形接头、角接接头、十字接头等对接焊缝及对接和角接组合焊缝,应在焊缝的两端设置引弧和引出板,其材质和坡口形式与焊接相同。焊接完毕后用气割切除引弧和引出板,并修磨平整。严禁用大锤硬行击落;焊条使用时应放入保温筒内,随用随取。在保温桶内存放时间不得超过4小时。烘干次数不宜超过二次。焊丝在使用前应清除铁锈和油渍等污物。

焊接检查:钢结构隔层焊接完毕后,焊工清理焊缝表面的熔渣及两侧的飞溅物,检查焊缝外观质量,检查合格后在工艺规定的焊缝及部位打上焊工钢印;无损检测。
钢结构隔层是现代建筑中常用的一种建筑形式,以上内容是钢结构隔层工艺制作要求分析,如果您对以上内容有不明白的地方,可以和我们联系,我们不仅可以为您提供钢结构隔层,还可以为您提供钢结构楼梯,电梯井等。如有需要,请来电咨询。
版权声明:文章来源于www.jngjgjg.com/gsxw/79.html,转载请注明出处!